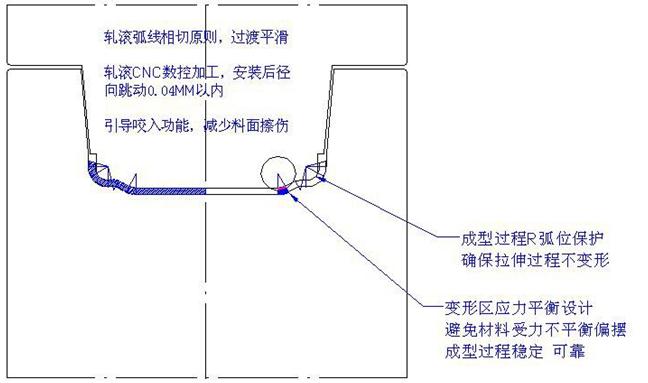
冷弯成型机生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。解结的方法是:
a:(如图)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。
c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。


冷弯成型机生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。解结的方法是:
a:(如图)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。
c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。